Fronius RI MOD 紧凑型通讯模块

规格
- 产品名称: RI FB PRO/i RI MOD/i CC 以太网/IP-2P
- 小贩: 福尼斯国际有限公司
- 设备类型: 通讯适配器
- 产品代码: 0320十六进制 (800十进制)
- 图像类型: 标准图像
- 实例类型: 生产实例
- 消费实例: 消费实例
- 实例名称: Fronius-FB-Pro-EtherNetIP(TM)
产品使用说明
设置总线模块的 IP 地址
可以使用接口上的 DIP 开关设置总线模块的 IP 地址:
- 设置 IP 地址在 192.168.0.xx 范围内(其中 xx 对应 DIP 开关位置 1 至 63)。
- DIP开关设置及对应IP地址:
| 拨码开关 | IP 地址 |
|---|---|
| 关 关 关 关 关 关 开 | 1 |
| 关关关关关关关开关 | 2 |
| 关 关 关 关 关 开 开 | 3 |
| 开开开开开开关 | 62 |
| 开 开 开 开 开 | 63 |
数据类型和信号映射
该产品使用以下数据类型:
- UINT16(无符号整数)– 范围:0 至 65535
- SINT16(有符号整数)– 范围:-32768 至 32767
输入输出信号的地址映射:
| 地址 | 类型 | 描述 |
|---|---|---|
| 0-7 | BIT信号 | 信号映射详细信息 |
一般的
安全
警告!
操作不当和工作不当造成的危险。 这可能导致严重的人身伤害和财产损失。
- 本文档中描述的所有工作和功能只能由经过技术培训的合格人员执行。
- 完整阅读并理解本文档。
- 阅读并理解该设备和所有系统组件的所有安全规则和用户文档。
连接和显示
| 1 | 发送+ |
| 2 | TX- |
| 3 | 接收+ |
| 6 | 接收- |
| 4,5,7, | 通常不使用;以确保- |
| 8 | 关于信号完整性, |
| se引脚必须是互联 | |
| 连接后,通过 | |
| 通过滤波电路,必须 | |
| 终止于地面 | |
| 导体(PE)。 |
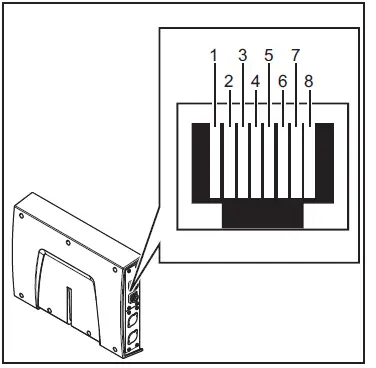
RJ45 连接
| (1)LED MS – 模块状态 |
| 离开:
无供应量tage |
| 呈绿色亮起:
由主人控制 |
| 绿灯闪烁(一次):
主控未配置或主控空闲 |
| 亮起红色:
重大错误(异常状态、严重故障……) |
| 闪烁红光:
可纠正的错误 |
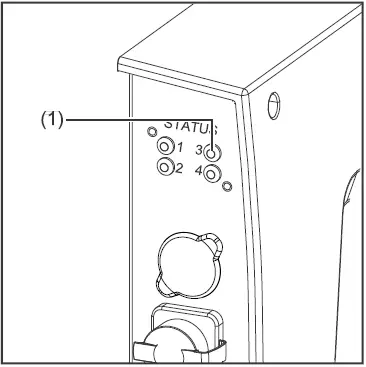
| (2)LED NS – 网络状态 |
| 离开:
无供应量tage 或没有 IP 地址 |
| 呈绿色亮起:
在线,已建立一个或多个连接(CIP 类别 1 或 3) |
| 闪烁绿色:
在线,未建立连接 |
| 亮起红色:
重复 IP 地址,严重错误 |
| 闪烁红光:
一个或多个连接超时(CIP 类别 1 或 3) |
数据传输属性
转移技术
- 以太网
中等的
- 选择电缆和插头时,必须遵守 ODVA 对以太网/IP 系统规划和安装的建议。制造商使用电缆 IE-C5ES8VG0030M40M40-F 进行了 EMC 测试。
传输速度
- 10 Mbit/s 或 100 Mbit/s
巴士连接
- RJ-45 以太网/M12
配置参数
- 在某些机器人控制系统中,可能需要声明此处描述的配置参数,以便总线模块可以与机器人进行通信。
| 范围 | 价值 | 描述 |
| 供应商ID | 0534十六进制 (1332十进制) | 福尼斯国际有限公司 |
| 设备类型 | 000Chex (12 十二月) | 通讯适配器 |
| 产品代码 | 0320十六进制 (800十进制) | Fronius FB Pro 以太网/IP-2 端口 |
产品名称 Fronius-FB-Pro-EtherNetIP(TM)
|
图像类型 |
实例类型 |
实例名称 |
实例 描述 |
实例编号 |
大小 [字节数] |
| 标准图像 | 生产实例 | 输入数据标准 | 从电源到机器人的数据 | 100 | 40 |
|
图像类型 |
实例类型 |
实例名称 |
实例 描述 |
实例编号 |
大小 [字节数] |
| 消费实例 | 输出数据标准 | 从机器人到电源的数据 | 150 | 40 | |
| 经济形象 | 生产实例 | 输入数据标准 | 从电源到机器人的数据 | 101 | 16 |
| 消费实例 | 输出数据标准 | 从机器人到电源的数据 | 151 | 16 |
设置总线模块 IP 地址
设置总线模块 IP 地址 您可以按如下方式设置总线模块 IP 地址:
- 使用接口中的 DIP 开关在 192.168.0.xx 定义的范围内(xx = DIP 开关设置 = 1 到 63)
- 所有位置在出厂时都设置为 OFF 位置。在这种情况下,必须在 web焊接机现场
- 在 web焊接机的现场(如果 DIP 开关的所有位置都设置为 OFF 位置)
IP 地址通过 DIP 开关位置 1 至 6 进行设置。配置以二进制格式进行。这样,配置范围以十进制格式为 1 至 63。
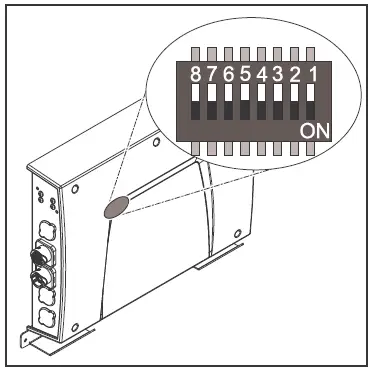
| Example 为了 环境 这 IP 地址 使用 DIP 开关的总线模块 界面: | ||||||||
| 拨码开关 | ||||||||
| 8 | 7 | 6 | 5 | 4 | 3 | 2 | 1 | IP 地址 |
| – | – | 离开 | 离开 | 离开 | 离开 | 离开 | ON | 1 |
| – | – | 离开 | 离开 | 离开 | 离开 | ON | 离开 | 2 |
| – | – | 离开 | 离开 | 离开 | 离开 | ON | ON | 3 |
| – | – | ON | ON | ON | ON | ON | 离开 | 62 |
| – | – | ON | ON | ON | ON | ON | ON | 63 |
设置 IP 地址的说明 web焊接机现场:
记下所用焊机的IP地址:
- 在焊机控制面板上,选择“默认值”
- 在焊机控制面板上,选择“系统”
- 在焊机控制面板上,选择“信息”
- 记下显示的 IP 地址(例如amp乐:10.5.72.13)
访问 web互联网浏览器中焊接机的站点:
- 将计算机连接到焊机的网络
- 在互联网浏览器的搜索栏中输入焊机的IP地址并确认
- 输入标准用户名(admin)和密码(admin)
- 这 web显示电源位置
设置总线模块IP地址:
- 在电源焊机上,选择“RI FB PRO/i”选项卡
- 在“模块配置”下输入接口所需的 IP 地址。例如amp乐:192.168.0.12
- 选择“设置配置”
- 选择“重启模块”
- 设置的 IP 地址已应用
输入和输出信号
数据类型
使用以下数据类型:
- UINT16(无符号整数)
- 0 至 65535 范围内的整数
- SINT16(有符号整数)
- 整数范围从 -32768 到 32767
转化前amp莱斯:
- 对于正值 (SINT16),例如所需线速度 x 系数 12.3 m/min x 100 = 1230dec = 04CEhex
- 对于负值(SINT16),例如弧校正 x 因子 -6.4 x 10 = -64dec = FFC0hex
输入信号的可用性
从 RI FB PRO/i 的固件 V2.0.0 开始,可以使用下面列出的输入信号。
输入信号(从机器人到电源)
|
地址 |
信号 |
活动/数据类型 |
范围 |
因素 | 过程图像 | ||||
|
相对的 |
绝对 | 标准 | 经济 | ||||||
| 单词 | 字节 | 少量 |
少量 |
||||||
|
0 |
0 |
0 | 0 | 焊接开始 | 增加 |
ü |
ü |
||
| 1 | 1 | 机器人准备就绪 | 高的 | ||||||
| 2 | 2 | 工作模式 Bit 0 | 高的 |
查看表格 价值 范围 为了 在职的 模式 在页面上 35 |
|||||
| 3 | 3 | 工作模式 Bit 1 | 高的 | ||||||
| 4 | 4 | 工作模式 Bit 2 | 高的 | ||||||
| 5 | 5 | 工作模式 Bit 3 | 高的 | ||||||
| 6 | 6 | 工作模式 Bit 4 | 高的 | ||||||
| 7 | 7 | — | |||||||
|
1 |
0 | 8 | 气体 | 增加 | |||||
| 1 | 9 | 电汇转帐 | 增加 | ||||||
| 2 | 10 | 反向接线 | 增加 | ||||||
| 3 | 11 | 错误退出 | 增加 | ||||||
| 4 | 12 | 触摸感应 | 高的 | ||||||
| 5 | 13 | 火炬熄灭 | 增加 | ||||||
| 6 | 14 | 处理选择位 0 | 高的 | 查看表格 价值 范围工艺流程 新选择n 在页面上 36 | |||||
|
7 |
15 |
处理选择位 1 |
高的 |
||||||
|
地址 |
信号 |
活动/数据类型 |
范围 |
因素 | 过程图像 | ||||
|
相对的 |
绝对 | 标准 | 经济 | ||||||
| 单词 | 字节 | 少量 |
少量 |
||||||
|
1 |
2 |
0 | 16 | 焊接模拟 | 高的 |
ü |
ü |
||
|
1 |
17 |
焊接工艺 MIG/MAG: 1)
同步脉冲开启 |
高的 |
||||||
| 焊接工艺WIG: 2)
TAC 开启 |
高的 |
||||||||
|
2 |
18 |
焊接工艺WIG: 2)
瓶盖整形 |
高的 |
||||||
| 3 | 19 | — | |||||||
| 4 | 20 | — | |||||||
| 5 | 21 | 增压器手册 | 高的 | ||||||
| 6 | 22 | 线制动器开启 | 高的 | ||||||
| 7 | 23 | Torchbody Xchange | 高的 | ||||||
|
3 |
0 | 24 | — | ||||||
| 1 | 25 | 教学模式 | 高的 | ||||||
| 2 | 26 | — | |||||||
| 3 | 27 | — | |||||||
| 4 | 28 | — | |||||||
| 5 | 29 | 自开始以来 | 增加 | ||||||
| 6 | 30 | 线感断路 | 增加 | ||||||
| 7 | 31 | — | |||||||
|
地址 |
信号 |
活动/数据类型 |
范围 |
因素 | 过程图像 | ||||
|
相对的 |
绝对 | 标准 | 经济 | ||||||
| 单词 | 字节 | 少量 |
少量 |
||||||
|
2 |
4 |
0 | 32 | TWIN 模式 位 0 | 高的 | 查看表格 价值 TWI 范围N 模式 在页面上 36 |
ü |
ü |
|
|
1 |
33 |
TWIN 模式 位 1 |
高的 |
||||||
| 2 | 34 | — | |||||||
| 3 | 35 | — | |||||||
| 4 | 36 | — | |||||||
|
5 |
37 |
文档模式 |
高的 |
查看表格 价值 范围为文档 思维模式 在页面上 36 | |||||
| 6 | 38 | — | |||||||
| 7 | 39 | — | |||||||
|
5 |
0 | 40 | — | ||||||
| 1 | 41 | — | |||||||
| 2 | 42 | — | |||||||
| 3 | 43 | — | |||||||
| 4 | 44 | — | |||||||
| 5 | 45 | — | |||||||
| 6 | 46 | — | |||||||
| 7 | 47 | 禁用过程控制校正 | 高的 | ||||||
|
地址 |
信号 |
活动/数据类型 |
范围 |
因素 | 过程图像 | ||||
|
相对的 |
绝对 | 标准 | 经济 | ||||||
| 单词 | 字节 | 少量 |
少量 |
||||||
|
3 |
6 |
0 | 48 | — |
ü |
ü |
|||
| 1 | 49 | — | |||||||
| 2 | 50 | — | |||||||
| 3 | 51 | — | |||||||
| 4 | 52 | — | |||||||
| 5 | 53 | — | |||||||
| 6 | 54 | — | |||||||
| 7 | 55 | — | |||||||
|
7 |
0 | 56 | 外部输入1 => OPT_输出1 | 高的 | |||||
| 1 | 57 | 外部输入2 => OPT_输出2 | 高的 | ||||||
| 2 | 58 | 外部输入3 => OPT_输出3 | 高的 | ||||||
| 3 | 59 | 外部输入4 => OPT_输出4 | 高的 | ||||||
| 4 | 60 | 外部输入5 => OPT_输出5 | 高的 | ||||||
| 5 | 61 | 外部输入6 => OPT_输出6 | 高的 | ||||||
| 6 | 62 | 外部输入7 => OPT_输出7 | 高的 | ||||||
| 7 | 63 | 外部输入8 => OPT_输出8 | 高的 | ||||||
| 4 | 8-
9 |
0–7 | 64–79 | 焊接特性-/工号 | 整数 16 | 0 至 1000 年 | 1 | ü | ü |
|
5 |
10 – 11 |
0-7 |
80-95 |
焊接工艺 MIG/MAG: 1)
恒流源:
送丝速度指令值 |
SINT16 |
-327,68 至 327,67 [米/分钟] |
100 |
ü |
ü |
| 焊接工艺WIG: 2)
主/热线电流命令值 |
整数 16 |
0 至 6553,5 [一个] |
10 |
||||||
| 对于工作模式:
功率校正 |
SINT16 |
-20,00 至
20,00[%] |
100
|
||||||
|
地址 |
信号 |
活动/数据类型 |
范围 |
因素 | 过程图像 | ||||
|
相对的 |
绝对 | 标准 | 经济 | ||||||
| 单词 | 字节 | 少量 |
少量 |
||||||
|
6 |
12 – 13 |
0-7 |
96-111 |
焊接工艺 MIG/MAG: 1)
弧长校正 |
SINT16 |
-10,0 至
10,0 [打印] |
10 |
ü |
ü |
| 焊接工艺
MIG/MAG 标准手册:
焊接卷tage |
整数 16 |
0,0 至
6553,5 [伏] |
10 |
||||||
| 焊接工艺WIG: 2)
送丝速度指令值 |
SINT16 |
-327,68 至 327,67 [米/分钟] |
100 |
||||||
| 对于工作模式:
弧长校正 |
SINT16 |
-10,0 至
10,0 [打印] |
10 |
||||||
| 焊接工艺 恒力丝:
热线电流 |
整数 16 |
0,0 至
6553,5 [一个] |
10 |
||||||
|
7 |
14 – 15 |
0-7 |
112-127 |
焊接工艺 MIG/MAG: 1)
脉冲/动态校正 |
SINT16 |
-10,0 至
10,0 [步骤] |
10 |
ü |
ü |
| 焊接工艺
MIG/MAG 标准手册:
动态的 |
整数 16 |
0,0 至
10,0 [步骤] |
10 |
||||||
| 焊接工艺WIG: 2)
导线校正 |
SINT16 |
-10,0 至
10,0 [步骤] |
10 |
||||||
|
8 |
16 – 17 |
0-7 |
128-143 |
焊接工艺 MIG/MAG: 1)
导线回缩校正 |
整数 16 |
0,0 至
10,0 [步骤] |
10 |
ü |
|
| 焊接工艺WIG: 2)
导线缩回端 |
整数 16 |
OFF,1 至
50 [毫米] |
1 |
||||||
|
9 |
18
– 19 |
0-7 |
144-159 |
焊接速度 |
整数 16 |
0,0 至
1000,0 [厘米/分钟] |
10 |
ü |
|
|
地址 |
信号 |
活动/数据类型 |
范围 |
因素 | 过程图像 | ||||
|
相对的 |
绝对 | 标准 | 经济 | ||||||
| 单词 | 字节 | 少量 |
少量 |
||||||
|
10 |
20 – 21 |
0-7 |
160-175 |
过程控制校正 |
查看表格 价值 范围 过程 受控 更正 在页面上 36 |
ü |
|||
|
11 |
22
– 23 |
0-7 |
176-191 |
焊接工艺WIG: 2)
导线定位开始 |
ü |
||||
|
12 |
24
– 25 |
0-7 |
192-207 |
— |
ü |
||||
|
13 |
26
– 27 |
0-7 |
208-223 |
— |
ü |
||||
|
14 |
28
– 29 |
0-7 |
224-239 |
— |
ü |
||||
|
15 |
30
– 31 |
0-7 |
240-255 |
导线前进/后退长度 |
整数 16 |
关闭 / 1 至 65535(毫米) |
1 |
ü |
|
|
16 |
32
– 33 |
0-7 |
256-271 |
线感应边缘检测 |
整数 16 |
关闭 / 0,5
至 20,0(毫米) |
10 |
ü |
|
|
17 |
34
– 35 |
0-7 |
272-287 |
— |
ü |
||||
|
18 |
36
– 37 |
0-7 |
288-303 |
— |
ü |
||||
|
19 |
38
– 39 |
0-7 |
304-319 |
接缝数 |
整数 16 |
0 至
65535 |
1 |
ü |
|
- MIG/MAG 脉冲-协同、MIG/MAG 标准-协同、MIG/MAG 标准-手动、MIG/MAG PMC、MIG/MAG、LSC
- WIG 冷丝、WIG 热丝
工作模式取值范围
| 位 4 | 位 3 | 位 2 | 位 1 | 位 0 | 描述 |
| 0 | 0 | 0 | 0 | 0 | 内部参数选择 |
| 0 | 0 | 0 | 0 | 1 | 特殊的两步模式特性 |
| 0 | 0 | 0 | 1 | 0 | 工作模式 |
| 位 4 | 位 3 | 位 2 | 位 1 | 位 0 | 描述 |
| 0 | 1 | 0 | 0 | 0 | 2 步模式特性 |
| 0 | 1 | 0 | 0 | 1 | 2 步 MIG/MAG 标准手册 |
| 1 | 0 | 0 | 0 | 0 | 空闲模式 |
| 1 | 0 | 0 | 0 | 1 | 停止冷却液泵 |
| 1 | 1 | 0 | 0 | 1 | R/L 测量 |
工作模式的取值范围
文档模式的数值范围
| 位 0 | 描述 |
| 0 | 焊机焊缝数(内) |
| 1 | 接缝机器人数量(Word 19) |
文档模式的取值范围
过程控制校正的数值范围
|
过程 |
信号 |
活动/数据类型 |
值范围配置 范围 |
单元 |
因素 |
|
维护管理中心 |
弧长稳定器 |
SINT16 |
-327.8 至 +327.7
0.0 至 +5.0 |
伏特 |
10 |
文档模式的取值范围
过程控制校正的数值范围
|
过程 |
信号 |
活动/数据类型 |
值范围配置 范围 |
单元 |
因素 |
|
维护管理中心 |
弧长稳定器 |
SINT16 |
-327.8 至 +327.7
0.0 至 +5.0 |
伏特 |
10 |
工艺相关校正的数值范围
值范围 工艺路线选择
| 位 1 | 位 0 | 描述 |
| 0 | 0 | 工艺线 1(默认) |
| 0 | 1 | 生产线 2 |
| 1 | 0 | 生产线 3 |
| 1 | 1 | 预订的 |
工艺线选择的取值范围
TWIN 模式的数值范围
| 位 1 | 位 0 | 描述 |
| 0 | 0 | TWIN单模 |
| 0 | 1 | TWIN 引导模式 |
| 1 | 0 | TWIN Trail 模式 |
| 1 | 1 | 预订的 |
TWIN 模式的数值范围
输出信号的可用性
从 RI FB PRO/i 的固件 V2.0.0 开始,可以使用下面列出的输出信号。
输出信号(从电源到机器人)
|
地址 |
信号 |
活动/数据类型 |
范围 |
因素 |
过程图像 | ||||
| 相对的 | 绝对 | 标准 | 经济 | ||||||
| 单词 | 字节 | 少量 |
少量 |
||||||
|
0 |
0 |
0 | 0 | 心跳动力源 | 高/低 | 1 赫兹 |
ü |
ü |
|
| 1 | 1 | 电源就绪 | 高的 | ||||||
| 2 | 2 | 警告 | 高的 | ||||||
| 3 | 3 | 进程活跃 | 高的 | ||||||
| 4 | 4 | 电流 | 高的 | ||||||
| 5 | 5 | 电弧稳定/接触信号 | 高的 | ||||||
| 6 | 6 | 主电流信号 | 高的 | ||||||
| 7 | 7 | 触摸信号 | 高的 | ||||||
|
1 |
0 |
8 |
碰撞箱激活 |
高的 |
0 = 发生碰撞或电缆断裂 | ||||
| 1 | 9 | 机器人动作释放 | 高的 | ||||||
| 2 | 10 | 线棒工件 | 高的 | ||||||
| 3 | 11 | — | |||||||
| 4 | 12 | 短路接触尖端 | 高的 | ||||||
| 5 | 13 | 参数选择永远 | 高的 | ||||||
| 6 | 14 | 特征编号有效 | 高的 | ||||||
| 7 | 15 | 火炬主体被夹紧 | 高的 | ||||||
|
地址 |
信号 |
活动/数据类型 |
范围 |
因素 |
过程图像 | ||||
| 相对的 | 绝对 | 标准 | 经济 | ||||||
| 单词 | 字节 | 少量 |
少量 |
||||||
|
1 |
2 |
0 | 16 | 指令值超出范围 | 高的 |
ü |
ü |
||
| 1 | 17 | 校正超出范围 | 高的 | ||||||
| 2 | 18 | — | |||||||
| 3 | 19 | 限位信号 | 高的 | ||||||
| 4 | 20 | — | |||||||
| 5 | 21 | — | |||||||
| 6 | 22 | 主要供货情况 | 低的 | ||||||
| 7 | 23 | — | |||||||
|
3 |
0 | 24 | 传感器状态1 | 高的 |
查看表格 分配- Senso 的r Sta- 用途 1–4 在页面上 40 |
||||
| 1 | 25 | 传感器状态2 | 高的 | ||||||
| 2 | 26 | 传感器状态3 | 高的 | ||||||
| 3 | 27 | 传感器状态4 | 高的 | ||||||
| 4 | 28 | — | |||||||
| 5 | 29 | — | |||||||
| 6 | 30 | — | |||||||
| 7 | 31 | — | |||||||
|
2 |
4 |
0 | 32 | — |
ü |
ü |
|||
| 1 | 33 | — | |||||||
| 2 | 34 | — | |||||||
| 3 | 35 | 安全状态位 0 | 高的 | 查看表格 价值跑 ge安全状况 在页面上 41 | |||||
| 4 | 36 | 安全状态位 1 | 高的 | ||||||
| 5 | 37 | — | |||||||
| 6 | 38 | 通知 | 高的 | ||||||
| 7 | 39 | 系统未准备好 | 高的 | ||||||
|
5 |
0 | 40 | — | ||||||
| 1 | 41 | — | |||||||
| 2 | 42 | — | |||||||
| 3 | 43 | — | |||||||
| 4 | 44 | — | |||||||
| 5 | 45 | — | |||||||
| 6 | 46 | — | |||||||
| 7 | 47 | — | |||||||
|
地址 |
信号 |
活动/数据类型 |
范围 |
因素 |
过程图像 | ||||
| 相对的 | 绝对 | 标准 | 经济 | ||||||
| 单词 | 字节 | 少量 |
少量 |
||||||
|
3 |
6 |
0 | 48 | 进程位 0 | 高的 |
查看表格 价值 范围 为了 过程 少量 在页面上 41 |
ü |
ü |
|
| 1 | 49 | 进程位 1 | 高的 | ||||||
| 2 | 50 | 进程位 2 | 高的 | ||||||
| 3 | 51 | 进程位 3 | 高的 | ||||||
| 4 | 52 | 进程位 4 | 高的 | ||||||
| 5 | 53 | — | |||||||
| 6 | 54 | 触摸信号气嘴 | 高的 | ||||||
| 7 | 55 | TWIN 同步处于活动状态 | 高的 | ||||||
|
7 |
0 | 56 | ExtOutput1 <= OPT_Input1 | 高的 | |||||
| 1 | 57 | ExtOutput2 <= OPT_Input2 | 高的 | ||||||
| 2 | 58 | ExtOutput3 <= OPT_Input3 | 高的 | ||||||
| 3 | 59 | ExtOutput4 <= OPT_Input4 | 高的 | ||||||
| 4 | 60 | ExtOutput5 <= OPT_Input5 | 高的 | ||||||
| 5 | 61 | ExtOutput6 <= OPT_Input6 | 高的 | ||||||
| 6 | 62 | ExtOutput7 <= OPT_Input7 | 高的 | ||||||
| 7 | 63 | ExtOutput8 <= OPT_Input8 | 高的 | ||||||
| 4 | 8-
9 |
0-7 | 64-79 | 焊接卷tage | 整数 16 | 0.0 至
655.35 [伏] |
100 | ü | ü |
|
5 |
10
– 11 |
0-7 |
80-95 |
焊接电流 |
整数 16 |
0.0 至 6553.5 [A] |
10 |
ü |
ü |
|
6 |
12
– 13 |
0-7 |
96-111 |
送丝速度 |
SINT16 |
-327.68 至
327.67(米/分钟) |
100 |
ü |
ü |
|
7 |
14
– 15 |
0-7 |
112-127 |
焊缝跟踪的实际值 |
整数 16 |
0 至
6.5535 |
10000 |
ü |
ü |
|
8 |
16
– 17 |
0-7 |
128-143 |
错误编号 |
整数 16 |
0 至
65535 |
1 |
ü |
|
|
9 |
18
– 19 |
0-7 |
144-159 |
警告号码 |
整数 16 |
0 至
65535 |
1 |
ü |
|
|
地址 |
信号 |
活动/数据类型 |
范围 |
因素 |
过程图像 | ||||
| 相对的 | 绝对 | 标准 | 经济 | ||||||
| 单词 | 字节 | 少量 |
少量 |
||||||
|
10 |
20
– 21 |
0-7 |
160-175 |
电机电流M1 |
SINT16 |
-327.68 至
327.67 [一个] |
100 |
ü |
|
|
11 |
22
– 23 |
0-7 |
176-191 |
电机电流M2 |
SINT16 |
-327.68 至
327.67 [一个] |
100 |
ü |
|
|
12 |
24
– 25 |
0-7 |
192-207 |
电机电流M3 |
SINT16 |
-327.68 至
327.67 [一个] |
100 |
ü |
|
|
13 |
26
– 27 |
0-7 |
208-223 |
— |
ü |
||||
|
14 |
28
– 29 |
0-7 |
224-239 |
— |
ü |
||||
|
15 |
30
– 31 |
0-7 |
240-255 |
— |
ü |
||||
|
16 |
32
– 33 |
0-7 |
256-271 |
导线位置 |
SINT16 |
-327.68 至
327.67 [毫米] |
100 |
ü |
|
|
17 |
34
– 35 |
0-7 |
272-287 |
— |
ü |
||||
|
18 |
36
– 37 |
0-7 |
288-303 |
— |
ü |
||||
|
19 |
38
– 39 |
0-7 |
304-319 |
— |
ü |
||||
传感器状态 1–4 的分配
| 信号 | 描述 |
| 传感器状态1 | OPT/i WF R 线端 (4,100,869) |
| 传感器状态2 | OPT/i WF R 线筒 (4,100,879) |
| 传感器状态3 | OPT/i WF R 环传感器 (4,100,878) |
| 传感器状态4 | 导线缓冲装置 CMT TPS/I (4,001,763) |
传感器状态的分配
值范围 安全状态
| 位 1 | 位 0 | 描述 |
| 0 | 0 | 预订 |
| 0 | 1 | 抓住 |
| 1 | 0 | 停止 |
| 1 | 1 | 未安装/未激活 |
过程位的数值范围
| 位 4 | 位 3 | 位 2 | 位 1 | 位 0 | 描述 |
| 0 | 0 | 0 | 0 | 0 | 没有内部参数选择或过程 |
| 0 | 0 | 0 | 0 | 1 | MIG/MAG脉冲协同 |
| 0 | 0 | 0 | 1 | 0 | MIG/MAG 标准协同 |
| 0 | 0 | 0 | 1 | 1 | 熔化极气体保护/MAG 焊接 |
| 0 | 0 | 1 | 0 | 0 | 米格/MAG 激光焊接机 |
| 0 | 0 | 1 | 0 | 1 | MIG/MAG 标准手册 |
| 0 | 0 | 1 | 1 | 0 | 电极 |
| 0 | 0 | 1 | 1 | 1 | 钨极氩弧焊 |
| 0 | 1 | 0 | 0 | 0 | 慢性甲状腺炎 |
| 0 | 1 | 0 | 0 | 1 | 君士坦丁 |
| 0 | 1 | 0 | 1 | 0 | 冷线 |
| 0 | 1 | 0 | 1 | 1 | 动态线 |
过程位的数值范围
功能状态值范围
| 位 1 | 位 0 | 描述 |
| 0 | 0 | 不活跃 |
| 0 | 1 | 闲置的 |
| 1 | 0 | 完成的 |
| 1 | 1 | 错误 |
功能状态的取值范围

- 备件.fronius.com
- At www.fronius.com/contact 您将找到所有 Fronius 子公司和销售及服务合作伙伴的联系方式。常见问题解答
如何排除 LED 状态指示故障?
如果 LED MS 亮红灯,表示出现主要错误。如果闪烁红灯,表示出现可修复错误。对于 LED NS,红灯可能表示 IP 地址重复或出现严重网络错误。
总线模块的默认配置参数是什么?
默认配置参数包括供应商ID:0534hex、设备类型:通信适配器、产品代码:0320hex、产品名称:Fronius FB Pro Ethernet/IP-2-Port。
文件/资源
 |
Fronius RI MOD 紧凑型通讯模块 [pdf] 使用说明书 RI MOD 紧凑型通讯模块,RI MOD,紧凑型通讯模块,通讯模块,模块 |



