View 3X 主动式 V 型槽包层对准熔接机

规格
- 模型: VIEW 3X
- 版本:V1.00版
- 产品名称: 主动式 V 型槽包层对准熔接机
产品使用说明
第一章:技术参数
主动V型槽包层对准熔接机的技术参数如下:
- 适用光纤类型: 详情请见此处
- 熔接损耗:详情请见此处
- 熔接模式:详情请见此处
- 加热: 详情请见此处
- 电源供应: 详情请见此处
- 尺寸和重量: 详情请见此处
- 环境条件: 详情请见此处
第 2 章:安装
安装熔接机前,请务必阅读用户手册中提到的安全警告和注意事项。请按照以下步骤进行安装:
- 安全警告及注意事项
- 安装过程
- 超过view 外部零件数量
- 供电方式
第三章:基本操作
要操作熔接机,请遵循以下基本步骤:
- 打开熔接机
- 准备光纤进行熔接
- 进行接头
- 完成后保护接头
第 4 章:熔接模式
要访问和使用熔接机上的熔接模式,请按照本章提供的说明进行操作。
前言
感谢您选择 View INNO Instrument 的 3X 熔接机。 View 3X 是一款主动式 V 型槽包层对准熔接机,具有 AI 驱动功能和嵌入式 IoT 和 GPS 模块。除此之外,这项全新技术还大大缩短了熔接和加热时间。先进的估算方法和对准技术可确保准确的熔接损耗估算。动态操作界面和自动熔接模式为用户提供了极大的便利。
欲了解更多信息 View 3X,请访问我们的官方 web网站 www.innoinstrument.com。

本用户手册介绍了使用、性能特点和注意事项 View 3X 熔接机及其安装和操作方法。本手册的主要目标是让用户尽可能熟悉熔接机。
重要的!
INNO Instrument 建议所有用户在操作前阅读本手册 View 3X 熔接机。
第一章 技术参数
适用光纤类型
- 对准方法:主动 V 型槽包层对准
- SM(ITU-T G.652&T G.657) / MM(ITU-T G.651) / DS(ITU-T G.653) / NZDS (ITU-T G.655)
- 纤维数:单根
- 涂层直径:100μm – 3mm
- 包层直径:80至150μm
熔接损耗
采用与ITU-T标准相关的削减方法对同一光纤进行熔接和测量。熔接损耗的典型值为:
- SM:0.03dB
- 毫米:0.01分贝
- DS:0.05dB
- NZDS:0.05dB
- G.657:0.03dB
熔接模式
- 熔接时间:快速模式:4s / SM模式平均:5s(60mm薄型)
- 熔接内存:20,000 个熔接数据/10,000 个熔接图像
- 熔接程序:最多 128 种模式
加热
- 5种适用保护套:20mm – 60mm。
- 加热时间:快速模式:9秒/平均:13秒(60mm薄型)
- 加热程序:最多 32 种模式
电源
- 交流输入100-240V,直流输入9-19V
- 电池容量:5200mAh / 操作周期:300次(熔接+加热)
尺寸和重量
- 151W x 149H x 177D(包括橡胶缓冲垫)
- 重量:2.19公斤
环境条件
- 工作条件:海拔:0~5000m,湿度:0~95%,温度:-10~50℃,风速:15m/s;
- 储存条件:湿度:0~95%,温度:-40~80℃;
- 耐冲击性:从底面跌落 76 厘米,暴露于灰尘:直径 0.1 至 500 微米的硅酸铝,耐雨性:100 毫米/小时,持续 10 分钟
- 防水性(IPx2)
- 抗冲击性(从 76 厘米处跌落)
- 防尘(IP5X)
其他
- 5.0英寸彩色液晶显示屏,全触摸屏
- 360 倍、520 倍放大
- 拉力测试:1.96 至 2.25N。
1.9 电池注意事项
- 避免用尖锐或锋利的物体接触或撞击电池。
- 使电池远离金属材料和物体。
- 请勿投掷、掉落、撞击或弯曲电池,并避免敲击或踩踏电池。
- 请勿将电池的正负极端子与电线等金属连接,以免发生短路。
- 确保电池的阳极或阴极端子不与包装的铝层接触,否则可能导致短路。
- 请勿拆卸电池。
- 避免将电池浸入水中,因为水损坏会导致电池无法工作。
- 请勿在火等热源附近放置或使用电池,并防止电池过热。
- 避免直接焊接电池并避免在非常热的环境中充电。
- 请勿将电池放入微波炉或任何高压容器中。
- 使电池远离热环境,例如长时间在车内或在阳光直射下。
- 严禁使用损坏的电池。
- 如果发生电解液泄漏,请将电池远离火源。
- 如果电池散发出电解液气味,请勿使用。
第 2 章 – 安装
安全警告及注意事项
As View 3X 专为熔接石英玻璃光纤而设计,因此熔接机不应用于其他用途,这一点非常重要。熔接机是一种精密仪器,必须小心操作。因此,您应该阅读本手册中的以下安全规则和一般注意事项。任何不遵守警告和注意事项的行为都将违反熔接机设计、制造和使用的安全标准。INNO Instrument 对因误用造成的后果不承担任何责任。
操作安全警告
- 切勿在易燃、易爆环境中操作熔接机。
- 熔接机开启时请勿触摸电极。
笔记:
仅使用熔接机指定的电极。在维护菜单中选择【更换电极】即可更换电极,或者在更换电极前关闭熔接机、断开交流电源并取出电池。除非两个电极都正确就位,否则不要启动电弧放电。
- 未经批准,请勿拆卸或改造熔接机的任何部件,本手册中明确允许用户拆卸或改装的部件或部件除外。部件更换和内部调整只能由 INNO 或其授权的技术人员或工程师进行。
- 避免在含有易燃液体或蒸汽的环境中操作熔接机,因为熔接机产生的电弧可能造成危险的火灾或爆炸风险。请勿在热源附近、高温和多尘的环境中或熔接机上有结露的情况下使用熔接机,因为这可能会导致触电、熔接机故障或熔接性能受损。
- 在光纤准备和熔接操作过程中必须佩戴安全眼镜。如果纤维碎片接触眼睛、皮肤或摄入,可能会造成重大危险。
- 使用熔接机时,如发现以下情况,请立即取出电池:
- 烟雾、难闻的气味、异常噪音或过热。
- Liquid or foreign matter enters the splicer body (casing).
- 熔接机损坏或掉落。
- 如果出现任何此类故障,请立即联系我们的服务中心。如果不立即采取行动而让熔接机保持在损坏状态,可能会导致设备故障、触电、火灾,并可能导致人身伤害或死亡。
- 避免使用压缩气体或罐装空气来清洁熔接机,因为这些产品可能含有在放电过程中可能点燃的易燃材料。
- 仅使用指定的标准电池 View 3X. 使用不正确的交流电源可能会导致冒烟、触电、设备损坏,并可能导致火灾、受伤或死亡。
- 仅使用指定的充电器 View 3X. 避免将重物放在交流电源线上,并确保电源线远离热源。使用不合适或损坏的电源线可能会导致冒烟、触电、设备损坏,甚至可能导致火灾、受伤或死亡。
维护及外部保养注意事项
- 避免使用硬物清洁V型槽和电极。
- 除推荐区域外,避免使用丙酮、稀释剂、苯或酒精清洁熔接机的任何部分。
- 使用干布清除熔接机上的灰尘和污垢。
- 请务必遵循本手册中的维护说明。
运输和储存注意事项
- 当将熔接机从寒冷的环境运输或移动到温暖的环境时,必须让熔接机逐渐升温,以防止设备内部出现凝结,这会对熔接机产生有害影响。
- 妥善包装熔接机以便长期存放。
- 保持熔接机清洁、干燥。
- 鉴于其精确的调整和对准,请始终将熔接机存放在其手提箱中,以防止其损坏和弄脏。
- 始终避免将熔接机置于阳光直射或过热的环境中。
- 请勿将熔接机存放在多尘的环境中。这可能会导致触电、熔接机故障或熔接性能不佳。
- 将熔接机存放处的湿度保持在最低水平。湿度不得超过 95%。
安装
重要的!
请仔细遵循这些说明。
打开熔接机包装
向上握住手柄,然后将熔接器从手提箱中提出。
超过view 外部零件数量

供电方式
电池
下图展示了如何安装电池。
- 关闭熔接机
按下释放按钮,您可以将电池从熔接机中滑出。 2. 推动电池
2. 推动电池
3. 将电池放入电源装置插槽并将其推入正确的位置。
第 3 章 – 基本操作
打开熔接机
按![]() 按下操作面板上的 按钮,等待熔接机开机。然后转到工作台页面。
按下操作面板上的 按钮,等待熔接机开机。然后转到工作台页面。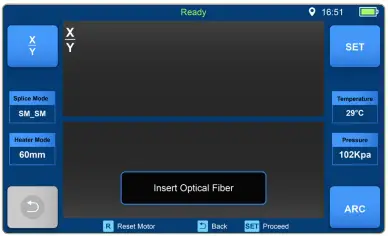
笔记:
液晶显示器是我们制造工厂在严格的质量控制下生产的精密部件。然而,一些不同颜色的小点可能仍然保留在屏幕上。同时,屏幕亮度可能会不均匀,具体取决于 view荷兰国际集团角度。请注意,这些症状不是缺陷,而是自然现象。
准备纤维
拼接前应执行以下 3 个步骤:
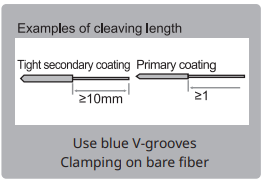
- 脱漆:用适当的脱漆剂去除至少 50mm 的二次涂层(对紧管和松管二次涂层都有效)和约 30~40mm 的一次涂层。
- 用纯酒精浸泡的纱布或不起毛的纸巾清洁裸露的光纤。
- 切割光纤:为了保证最佳的熔接效果,使用高精度切割器(如INNO Instrument V系列光纤切割器)切割光纤,并严格控制切割长度,如下所示。
笔记:
始终记住在每次纤维准备开始时将热缩套管滑到纤维的两端。
 重要的!
重要的!
确保裸纤及其切割部分清洁。
- 避免将纤维放在布满灰尘的工作表面上。
- 避免在空气中挥舞纤维。
- 检查V型槽是否清洁;如果没有,用纯酒精浸湿的棉签擦拭干净。
- 检查是否clamp是干净的;如果没有,用纯酒精浸湿的棉签擦拭干净。
如何进行拼接
- 打开防风盖。
- 打开光纤clamps.
- 将纤维放入 V 形槽中。确保光纤末端位于 V 形槽边缘和电极尖端之间。
- Clamp 通过闭合两组光纤cl将光纤就位amps.
- 关闭防风盖。
笔记:
确保避免光纤沿着 V 型槽滑动,而是将它们放置在 V 型槽上方并向下倾斜到位(如下所示)。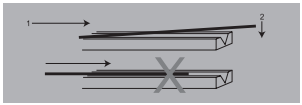

检查纤维
在继续熔接之前,检查光纤是否干净且切割良好。如果发现任何缺陷,请去除纤维并重新准备。
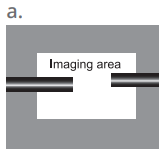 光纤末端在监视器上可见。
光纤末端在监视器上可见。 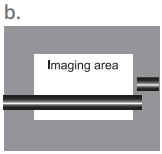 光纤末端位于监视器外部。
光纤末端位于监视器外部。  监视器上方和下方的光纤末端 – 无法检测到。
监视器上方和下方的光纤末端 – 无法检测到。
笔记:
当您按下“设置”按钮时,会自动检查光纤。熔接机自动聚焦于光纤并检查是否有损坏或灰尘颗粒。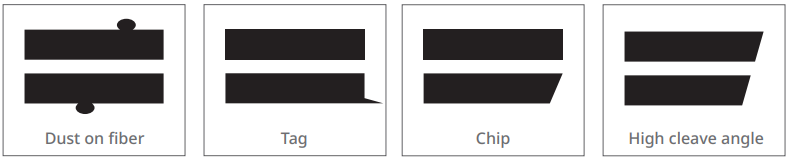
拼接
- 选择合适的熔接方式。
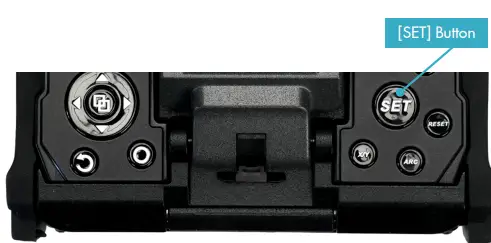
- 按“SET”按钮开始熔接。
笔记:
如果熔接机设置为“自动启动”,则一旦防风盖关闭,熔接机将自动启动。
如何保护接头
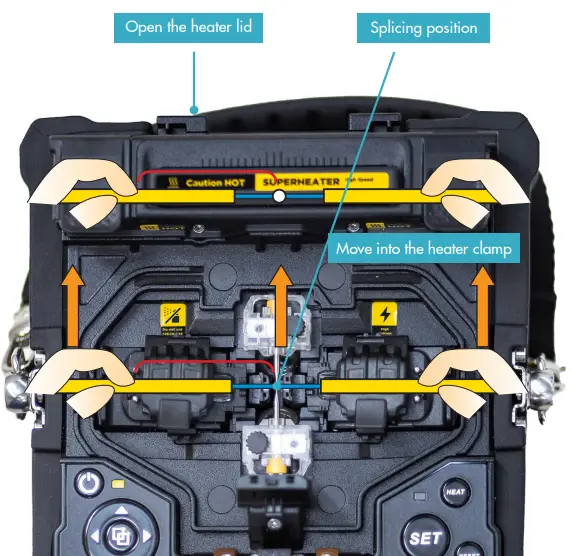
熔接完成后,将带有热缩套管的光纤放入加热器中。按[加热]按钮开始加热过程。
加热程序
- 打开加热器盖
- 打开左右光纤支架。握住热缩套管(之前放置在光纤上)。提起熔接的光纤并将其握紧。然后将热缩套管滑至拼接点。
- 将带有热缩套管的光纤放入加热套中amp.
- 按[SET]键开始加热,加热完成后,加热LED指示灯熄灭。
第 4 章 – 拼接模式
View 3X 具有多种简单但功能强大的熔接模式,可定义电弧电流、熔接时间以及执行熔接时使用的各种参数。选择正确的熔接模式至关重要。对于常见的光纤组合,有许多“预设”熔接模式。因此,对于更不常见的光纤组合,修改和进一步优化参数要容易得多。
显示活动熔接模式
活动熔接模式始终显示在屏幕左侧(见下文)。 选择熔接模式
选择熔接模式
- 从主菜单中选择[熔接模式]。
- 选择合适的熔接模式 所选的熔接模式出现在屏幕上。
- 按【重置】按钮返回初始界面页面。

一般拼接步骤
本节介绍自动熔接过程中涉及的步骤,并描述各种熔接模式参数与此过程的关系。正常的拼接过程可以分为两部分:预融合和融合。
预融合
在预熔期间,熔接机执行自动对准和聚焦,其中光纤受到低预熔电流的作用以达到清洁目的;还拍摄了融合前图像。此时,用户会被告知在融合前图像中发现的任何问题,例如纤维制备不良。然后,熔接机将在光纤熔合在一起之前显示警告。
融合
在熔合过程中,纤维连接在一起并承受五种不同的电流,如下图所示。在熔接过程中发生变化的一个重要参数是光纤之间的距离。在预熔合过程中,纤维分开。随着电流相变,光纤逐渐熔接。
拼接过程
电弧功率和电弧时间被认为是两个最重要的参数(如下图所示)。这些参数的名称和用途,以及参数的作用和重要性,将在下一节“标准拼接参数”中介绍。下图显示了电弧放电条件(“电弧功率”和“电机运动”之间的关系)。这些条件可以通过更改下面列出的拼接参数来修改。然而,根据熔接模式,某些参数无法更改。
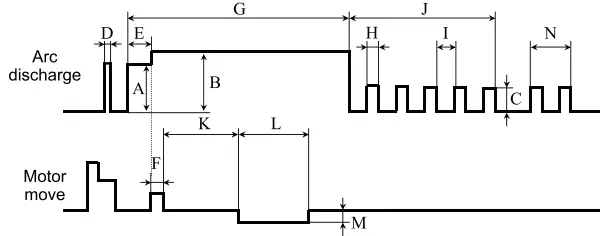 A:预熔断电源
A:预熔断电源- B:电弧1功率
- C:弧2电源
- D:清洁弧
- E:预熔断时间
- F:与重叠相关的前进时间 G:圆弧1次
- H: 电弧 2 接通时间
- I:弧2关闭时间
- J:弧2次
- K:锥度熔接等待时间
- L:锥度熔接时间
- M:锥度熔接速度
- N: 重燃时间
ARC放电状态图
标准熔接参数
| 范围 | 描述 |
|
模板 |
显示熔接机数据库中存储的熔接模式列表。选择适当的模式后,所选的熔接模式设置将被复制到用户可编程区域中的所选熔接模式。 |
| 姓名 | 拼接模式的标题(最多七个字符) |
| 笔记 | 熔接模式的详细说明(最多 15 个字符)。它显示在“选择熔接模式”菜单中。 |
| 对齐类型 | 设置光纤的对齐类型。 “Core”:纤芯对齐 |
| 弧度调整 | 根据光纤情况调整电弧功率。 |
| 拉力测试 | 如果“拉力测试”设置为“ON”,则熔接后打开防风盖或按SET按钮进行拉力测试。 |
|
损失估算 |
损失估计应作为参考。由于损耗是根据光纤图像计算的,因此可能与实际值有所不同。估算方法基于单模光纤,在1.31μm波长下计算。估算值可以作为有价值的参考,但不能作为验收的依据。 |
|
最小损失 |
该金额将添加到最初计算的估计熔接损耗中。当熔接特殊或不同类型的光纤时,即使采用优化的电弧条件,实际熔接损耗也可能会很高。为了使估计的熔接损耗与实际熔接损耗相匹配,请将最小损耗设置为差值。 |
| 损失限额 | 如果估计的熔接损耗超过设置的损耗限制,则会显示错误消息。 |
| 核心角度限制 | 如果熔接的两根光纤的弯曲角度超过所选阈值(芯角限制),则会显示错误消息。 |
| 切割角度限制 | 如果左光纤端或右光纤端的切割角度超过所选阈值(切割限制),则会显示错误消息。 |
|
间隙位置 |
设置熔接位置与电极中心的相对位置。在异种光纤熔接的情况下,通过将[间隙位置]移向 MFD 大于其他光纤 MFD 的光纤,可以改善熔接损耗。 |
| 差距 | 设置对齐和预熔放电时左右光纤的端面间隙。 |
|
重叠 |
设置纤维推进处的纤维重叠量tage.如果[预热弧值]较低,建议使用相对较小的[重叠],如果[预热弧值]较高,建议使用相对较大的[重叠]。 |
| 清洁电弧时间 | 清洁电弧通过短时间的电弧放电烧掉光纤表面的微尘。清洁弧的持续时间可以通过此参数更改。 |
|
预热电弧值 |
设置从电弧放电开始到纤维开始推进期间的预熔电弧功率。如果“预热弧值”设置过低,则切割角度不佳时可能会出现轴向偏移。如果“预热弧值”设置得太高,光纤端面会过度熔合,熔接损耗增大。 |
| 预热燃弧时间 | 设置从电弧放电开始到光纤开始推进的预熔断电弧时间。长[预热电弧时间]和高[预热电弧值]会产生相同的结果。 |
| 熔断器电弧值 | 设置电弧功率。 |
| 熔断器燃弧时间 | 设置电弧时间。 |
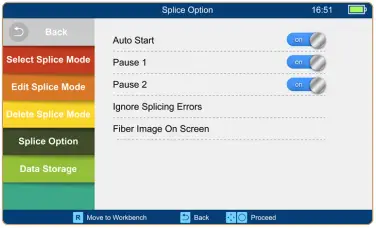
第 5 章 – 拼接选项
熔接模式设置
- 在熔接模式菜单中选择[熔接选项]。
- 选择要更改的参数。
| 范围 | 描述 |
| 自动开启 | 如果“自动启动”设置为ON,则只要防风盖关闭,熔接就会自动开始。光纤应提前准备好并放入熔接机中。 |
| 暂停 1 | 如果“暂停1”设置为ON,当光纤进入间隙设置位置时,熔接操作暂停。暂停期间会显示切割角度。 |
| 暂停 2 | 如果“暂停2”设置为ON,则光纤对准完成后,熔接操作将暂停。 |
| 忽略熔接错误 | |
| 切割角度 |
设置为“OFF”会忽略故障并继续完成熔接,即使出现列出的错误也是如此。 |
| 核心角 | |
| 损失 | |
| 胖的 | |
| 薄的 | |
| 屏幕上的纤维图像 | |
| 暂停 1 |
设置不同时间段光纤图像在屏幕上的显示方式tag拼接操作的es。 |
| 对齐 | |
| 暂停 2 | |
| 弧 | |
| 估计 | |
| 间隙设置 | |
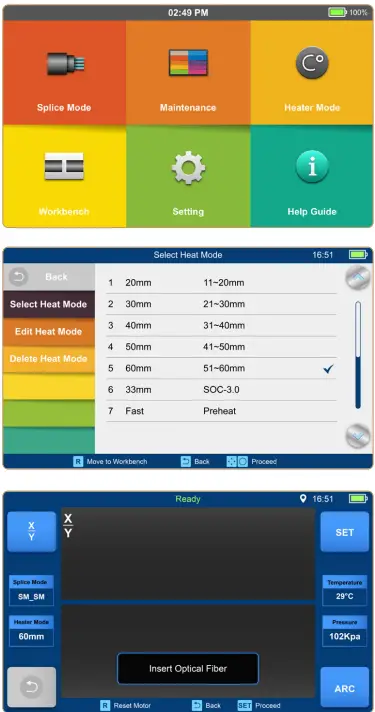
第 6 章 – 加热器模式
- 熔接机提供最多32种加热模式,其中INNO仪器预设了7种加热模式,用户可以修改、复制和删除。
选择与所用保护套最匹配的加热模式。 - 对于每种类型的保护套,熔接机都有其最佳的加热模式。这些模式可以在加热器模式界面中找到以供参考。您可以复制适当的模式并将其粘贴到新的自定义模式。用户可以编辑这些参数。
选择加热模式
- 在[加热器模式]菜单中选择[选择加热模式]。
- 选择[加热器模式]菜单。
- 屏幕上显示所选的加热模式。按[R]键返回初始界面。选择加热模式。
编辑加热模式
用户可以修改加热模式的加热参数。
编辑加热模式
用户可以修改加热模式的加热参数。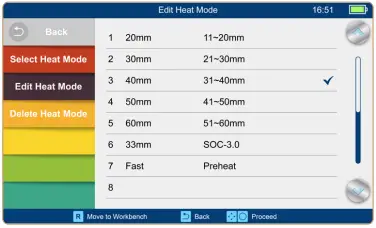 在[加热器模式]菜单中选择[编辑加热模式]。
在[加热器模式]菜单中选择[编辑加热模式]。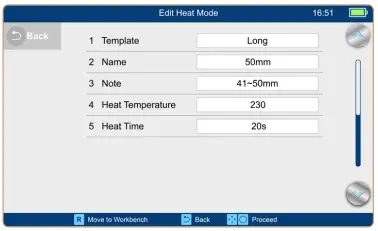
选择[加热器模式]菜单。选择[删除加热模式]。选择要删除的加热模式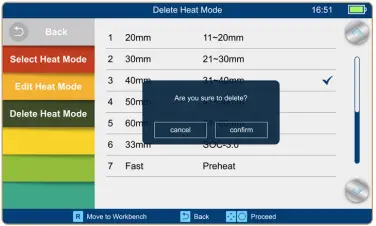
笔记:
灰色模式(20mm、30mm、40mm、50mm、33mm)为系统预设,不可删除
加热模式参数
| 范围 | 描述 |
| 模板 | 设置袖子类型。显示所有加热模式的列表。所选模式将被复制到新模式 |
| 姓名 | 加热模式的标题。 |
| 加热器温度 | 设置加热温度。 |
| 加热时间 | 设置加热时间。 |
| 预热温度 | 设置预热温度。 |
熔接机具有多种功能,可进行日常维护。本节介绍如何使用维护菜单。选择[维护菜单]。
选择要执行的功能。
维护
该熔接机具有内置诊断测试功能,使用户只需一个简单的步骤即可评估多个关键变量参数。如果熔接机操作出现问题,请执行此功能。
- 在[维护菜单]中选择[维护]
- 执行[维护],然后进行以下检查。

| 不。 | 检查项目 | 描述 |
| 1 | LED 校准 | 测量并调整 LED 的亮度。 |
|
2 |
灰尘检查 |
检查相机图像是否有灰尘或污垢,并评估它们是否干扰光纤评估。如果检测到污染,请按返回按钮两次以显示其位置。 |
| 3 | 调整位置 | 自动光纤调节 |
| 4 | 电机校准 | 自动校准4个电机的速度。 |
| 5 | 稳定电极 | 通过电弧放电精确测量电极的位置。 |
| 6 | 电弧校准 | 自动校准电弧功率因数和光纤熔接位置。 |
更换电极
由于电极在熔接过程中随着时间的推移而磨损,因此应定期检查电极尖端的氧化情况。建议在4500次电弧放电后更换电极。当电弧放电次数达到5500次时,打开电源后立即显示提示更换电极的信息。使用磨损的电极会导致更高的熔接损耗并降低熔接强度。
更换程序
- 在[维护菜单]中选择[更换电极]。
- 屏幕上将出现说明消息。然后,关闭熔接机。拆下旧电极。
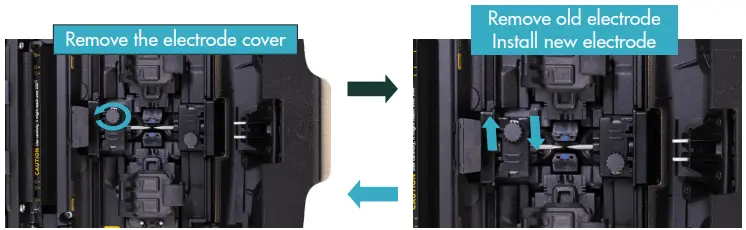
用浸有酒精的干净纱布或不起毛的纸巾清洁新电极,并将其安装到熔接机中。
- I) 将电极插入电极盖中。
- II) 将电极盖重新安装到熔接机中,并拧紧螺丝。
笔记:
请勿将电极盖拧得过紧。
一诺仪器强烈建议所有用户在更换电极后进行【稳定电极】并完成【电弧校准】,以保持良好的熔接效果和熔接强度(详情如下所述)。
- 选择[稳定电极]。
- 将准备好的光纤放入熔接机中进行熔接。
- 按【S】键,熔接机将开始自动稳定电极,流程如下:
- 重复电弧放电五次以测量电弧位置。
- 连续执行拼接 20 次以精确确定电极位置。
电机校准
电机在发货前已在工厂进行调整,但随着时间的推移,其设置可能需要校准。该功能自动校准压力机电机。
操作流程
- 在[维护菜单]中选择[电机校准]。
- 将准备好的光纤装入熔接机,然后按[设置]按钮。
- 压力机电机会自动校准。完成后,将显示成功消息。
笔记:
* 当出现“Fat”或“Thin”错误,或者光纤对准或聚焦花费太长时间时执行此功能。
电弧校准
操作流程
- 在维护菜单中选择[电弧校准]后,屏幕上将显示[电弧校准]的图像。
- 将准备好的光纤放置在熔接机上,按【设置】按钮开始ARC校准。
笔记:
使用标准 SM 光纤进行电弧校准。 * 确保纤维清洁。光纤表面的灰尘会影响电弧校准。
- 电弧校准后,屏幕上会显示 2 个数值。当右侧数值为11±1时,熔接机会提示完成信息,否则需要再次切割光纤进行电弧校准,直至出现信息,直至操作成功完成。
- 通过图像分析,熔接机可以检测熔接机相机和镜头上的灰尘和污染物,这些灰尘和污染物可能会导致光纤检测不当。该功能检查相机图像是否存在污染物,并评估它们是否会影响拼接质量。
操作流程
- 在[维护菜单]中选择[灰尘检查]。
- 如果熔接机中放置有光纤,请将其取出并按[设置]开始灰尘检查。
- 如果在灰尘检查过程中检测到灰尘,屏幕上将显示“失败”消息。然后清洁镜头,并【灰尘检查】直至屏幕上显示“完成”消息。
笔记:
如果清洁物镜后仍然存在污染,请联系离您最近的销售代理商。
当电流弧数超过5500时,建议更换新电极,以确保熔接质量。
- 进入【维护菜单】>【更换电极】>【电极阈值】。
- 设置电极注意和电极警告。
| 范围 | 描述 |
|
电极注意事项 |
当电极放电次数超过设定次数时,提示“注意!启动熔接机时将出现“更换电极”。该参数建议设置为“4500”。 |
|
电极警告 |
当电极放电次数超过设定次数时,提示“警告!启动熔接机时将出现“更换电极”。该参数建议设置为“5500”。 |
更新软件
- 你需要去 View 5X 产品页面 www.innoinstrument.com 并下载更新的软件 file 从此页面。
- 下载后,上传 file 到 USB 驱动器。
- 然后将U盘插入熔接机并上传 files.
- 在【系统设置】界面中选择【更新软件】。
- 单击【确定】后,熔接机将自动开始升级过程。
- 升级完成后熔接机将重新启动。
第 8 章 — 实用程序
系統設定
| 范围 | 描述 |
| 蜂鸣器 | 设置蜂鸣器声音。 |
| 温度单位 | 设置温度单位。 |
| 自动加热 | 如果设置为[开],则当光纤放入加热器时。加热器将自动执行加热。 |
| 灰尘检查 | 检查成像区域是否有灰尘。设置灰尘检查功能,默认关闭。如果设置为ON,则在熔接机打开时将自动执行风道检查。 |
| 拉力测试 | 设置拉力测试,默认为ON,如果设置为OFF,则不进行拉力测试。 |
| 白色 LED | 白色 LED 开关。 |
| 密码锁 | 启用密码保护。 |
| 重置 | 恢复出厂设置。 |
| 更新软件 | 熔接机软件更新程序。 |
| 语言 | 设置系统语言。 |
| 省电选项 | 设置[显示器关闭]时间、[熔接机关闭]时间和LCD亮度。 |
| 设置日历 | 设置系统时间。 |
| 更改密码 | 密码更改选项。默认密码 0000。 |
省电选项
如果使用电池时没有设置省电功能,熔接次数会减少。
- 在[系统设置]菜单中选择[省电选项]。
- 更改【监视器关闭】和【熔接器关闭】的次数
| 范围 | 描述 |
|
显示器关闭 |
为了节省电池电量,如果在设定时间内未使用熔接机,打开此功能将自动关闭屏幕。当屏幕关闭时,您会看到电源按钮旁边有一个闪烁的指示灯。按任意键重新打开屏幕。 |
| 熔接机关闭 | 如果熔接机在设定的时间内保持不活动状态,则会自动关闭熔接机的电源。这有助于避免耗尽电池。 |
系统信息
选择[系统信息]后,屏幕上将显示以下信息:
| 范围 | 描述 |
| 机器序列号 | 显示熔接机的序列号。 |
| 软件版本 | 显示熔接机的软件版本。 |
| FPGA版本 | 显示 FPGA 的版本。 |
| 总弧数 | 显示总电弧放电计数。 |
| 当前电弧数 | 显示当前电极组的电弧放电计数。 |
| 上次维护 | 显示上次维护日期。 |
| 生产日期 | 显示生产日期。 |
附录一
高熔接损耗:原因和补救措施
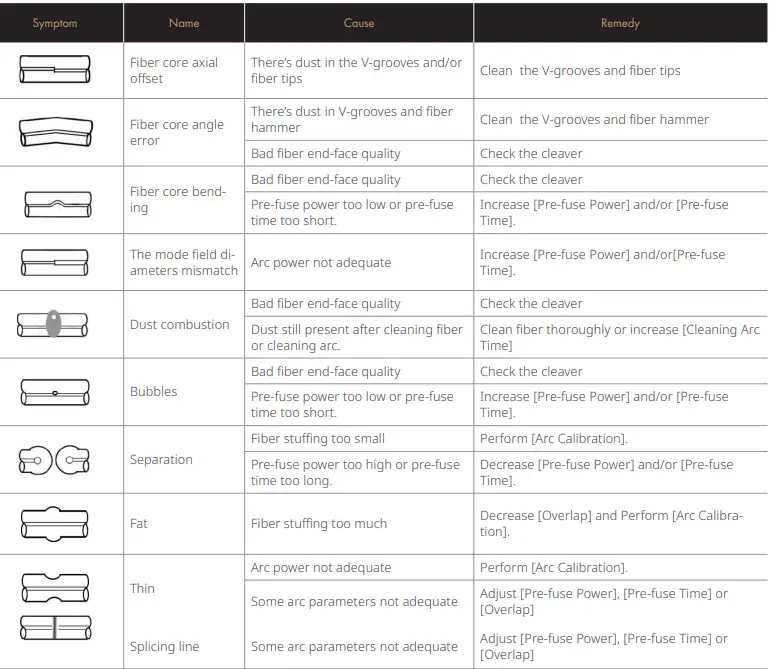
笔记:
在熔接各种不同直径的光纤或多模光纤时,可能会出现一条垂直线,称为“熔接线”。需要注意的是,这不会影响熔接质量,包括熔接损耗和熔接强度。
附录二
错误信息列表
使用熔接机时,您可能会在屏幕上遇到错误消息。请按照下面列出的解决方案来解决该问题。如果问题仍然存在且无法解决,则可能是熔接机出现故障。在这种情况下,建议咨询您的销售机构以获得进一步帮助。
| 错误信息 | 原因 | 解决方案 |
| 左光纤位置错误 | 光纤端面放置在电极中心线上或之外。 | 按“R”按钮,将光纤端面置于电极中心线和V型槽边缘之间。 |
| 正确的光纤位置错误 | ||
|
压机电机距离超限 |
光纤未正确安装在 V 形槽中。光纤不位于Camera的视野范围内 view. |
按“R”按钮并再次重新定位光纤。 |
| 压力机电机错误 | 电机可能会损坏。 | 请咨询离您最近的 INNO 技术团队。 |
| 搜索光纤端面失败 | 光纤未正确安装在 V 形槽中。 | 按“R”按钮并再次重新定位光纤。 |
| 电弧故障 | 没有发生电弧放电。 | 确保电极位于正确的位置。更换电极。 |
| 对齐电机距离超出限制 | 光纤未正确安装在 V 形槽中。 | 按“R”按钮并再次重新定位光纤。 |
| 搜索光纤包层失败 | 光纤未正确放置在 V 形槽底部。 | 按“R”按钮并再次重新定位光纤。 |
| 光纤包层间隙错误 | 光纤表面有灰尘或污垢 | 再次准备光纤(剥离、清洁和切割)。 |
|
未知光纤类型 |
光纤表面有灰尘或污垢 | 再次准备光纤(剥离、清洁和切割)。 |
| 错配光纤 | 使用自动熔接模式以外的适当熔接模式重新熔接。 | |
| 非标光纤 | 自动熔接模式只能识别SM、MM、NZ等标准光纤。 | |
| 光纤包层超限 | 光纤不位于相机的视野范围内 view. | 调整光纤位置并完成【电机校准】进行维护。 |
| 对焦电机原位错误 | 熔接机在熔接操作过程中受到强力撞击。 | 进行[电机校准]以进行维护。如果问题仍然无法解决,请联系当地的INNO技术团队。 |
|
光纤端面间隙错误 |
[重叠]设置过多 | 调整或初始化[重叠]设置。 |
| 电机未校准 | 进行[电机校准]维护。 | |
|
电机距离超限 |
光纤未正确安装在 V 形槽中。 | 按“R”按钮并再次重新定位光纤。 |
| 光纤表面有灰尘或污垢 | 再次准备光纤(剥离、清洁和切割)。 | |
| 光纤表面有灰尘或污垢 | 清洁镜头和反光镜后执行[灰尘检查]。 | |
| 光纤失配 | 两侧的纤维不一样 | 如果继续熔接,可能会造成较大的熔接损耗,请使用与光纤对应的正确熔接方式。 |
|
切割角度超出限制 |
光纤端面不良 |
重新准备光纤(剥离、清洁和切割)。检查光纤切割刀的状况。如果刀片磨损,请将刀片旋转到新位置。 |
| [Cleave Limit] 设置得太低。 | 增加“Cleave Limit”(标准值:3.0°) | |
|
核心角超限 |
[偏移限制] 设置得太低。 | 增大“核心角度限制”(标准值:1.0°)。 |
| V型槽或cl上有灰尘或污垢amp 芯片。 | 清洁 V 形槽。再次准备并重新定位光纤。 |
|
光纤轴对齐失败 |
轴向偏移(>0.4um) |
再次准备光纤(剥离、清洁和切割)。 |
| 电机未校准 | 进行[电机校准]维护。 | |
|
纤维脏了 |
光纤表面有灰尘或污垢 | 再次准备光纤(剥离、清洁和切割)。 |
| 镜头或 LED 上有灰尘或污垢 | 执行[灰尘检查]。如果存在灰尘或污垢,请清洁透镜或 LED | |
| “清弧时间”太短 | 将“清洁电弧时间”设置为 180 毫秒 | |
| 熔接时使用纤芯对准方法对准难以定位的芯纤。 | 通过MM熔接方式(包层对准)来熔接难以找到纤芯的光纤。 | |
|
脂肪拼接点 |
[重叠]设置过多 | 调整或初始化“重叠”设置。 |
| 电机未校准。 | 使用[电弧校准]功能校准电弧功率。 | |
|
薄拼接点 |
电弧功率不足 | 使用[电弧校准]功能校准电弧功率。 |
| 预熔断功率或时间设置过高 | 调整或初始化“预熔功率”或“预熔时间”设置。 | |
| “重叠”设置不足 | 调整或初始化[重叠]设置 |
附录三
下面提供了一些常见问题的解决方案,供您参考。如果您无法解决问题,请直接联系制造商寻求帮助。
- 按“ON/OFF”按钮时电源不会关闭。
- 长按“ON/OFF”键直至LED闪烁,松开按钮,熔接机关闭。
- 熔接机存在问题,只能使用充满电的电池组进行几次熔接。
- 由于记忆效应和长期存储,电池电量会随着时间的推移而减少。为了解决这个问题,建议将电池完全放电后再充电。
- 电池组已达到使用寿命。安装新电池组。
- 请勿在低温下使用电池。
- 监视器上出现错误消息。
- 参见附录二。
- 高熔接损耗
- 清洁V型槽、纤维槽amps、防风 LED 和相机镜头。
- 更换电极。
- 参见附录l。
- 熔接损耗根据切割角度、电弧条件和光纤清洁度而变化。
- 显示器突然关闭。
- 启用省电功能会使熔接机在长时间不活动后进入低功耗状态。按任意键即可使其退出待机状态。
- 熔接机电源突然关闭。
- 当您启用省电功能时,熔接机将在长时间不活动后关闭熔接机电源。
- 估计熔接损耗与实际熔接损耗之间不匹配。
- 预计损失是计算损失,因此仅供参考。
- 熔接机的光学部件可能需要清洁。
- 光纤保护套没有完全收缩。
- 延长加热时间。
- 取消加热过程的方法。
- 按“HEAT”按钮取消加热过程。
- 光纤保护套收缩后粘附在加热板上。
- 使用棉签或类似的软头物体推动并取下套筒。
- 忘记密码。
- 请联系离您最近的 INNO Instrument 技术团队。
- [电弧校准] 后电弧功率没有变化。
- 内部系数根据所选的电弧功率设置进行校准和调整。每种熔接模式下显示的电弧功率保持恒定。
- 维护功能过程中忘记插入光纤。
- 您需要打开防风盖,将准备好的光纤放入V型槽中,然后按“SET”或“R”按钮继续。
- 升级失败
- 用户使用“新”U盘升级时,熔接机可能无法正确识别升级程序 file;您需要重置U盘,然后重新启动熔接机。
- 检查是否升级 file 名称和格式正确。
- 如果无法解决问题,请直接联系厂家。
- 其他的
- 请直接与制造商联系。
结束
* 产品型号及规格如有变更,恕不另行通知。
版权所有 © 2024 英诺仪器有限公司。保留所有权利。
- 英诺仪器有限公司
- support@innoinstrument.com
主页
- www.INNOinstrument.com
- 请访问我们的 Facebook
- www.facebook.com/INNOinstrument
常见问题解答
问:如果熔接机加热不正常,我该如何排除故障?
答:如果您遇到加热功能问题,请检查电源连接并确保加热元件正常工作。如果问题仍然存在,请联系客户支持以获得进一步帮助。
问:我可以在此熔接机上使用不同类型的光纤吗?
答:适用的光纤类型在用户手册的技术参数部分有说明。请确保仅使用推荐的光纤类型以获得最佳熔接效果。
问:熔接机的建议维护时间表是什么?
答:定期用软布清洁熔接机的外部零件和镜头。请参阅用户手册中的维护部分,了解有关正确保养和维护实践的详细说明。
文件/资源
 |
View 3X 主动式 V 型槽包层对准熔接机 [pdf] 用户手册 3X 主动式 V 型槽包层对准熔接机,3X,主动式 V 型槽包层对准熔接机,包层对准熔接机,对准熔接机,熔接机 |